KinematIQ – 100% gleichmäßige Kantenverrundung mit profiRounder Maschinen
Das Entgraten von Blechzuschnitten ist heute beinahe Standard in der blechverarbeitenden Industrie. Viele am Markt eingesetzte Technologien entgraten die Bleche und erzeugen auch eine gewisse aber nicht gleichmäßige Kantenverrundung. Und genau das reicht heute häufig nicht mehr aus, denn im Grunde sollen alle Kanten die gleiche Qualität aufweisen. Gleichmäßige Kantenverrundung erfordert die passende Kinematik. Alle Werkstückkanten müssen gleich oft und gleich intensiv von den Werkzeugen erreicht werden.
Herausforderung gleichmäßige Kantenverrundung
Einen starken, aber vor allem an allen Werkstückkanten gleichbleibenden Radius zu erzeugen ist eine hohe technische Herausforderung. Dies gilt besonders bei komplexen Werkstückgeometrien.
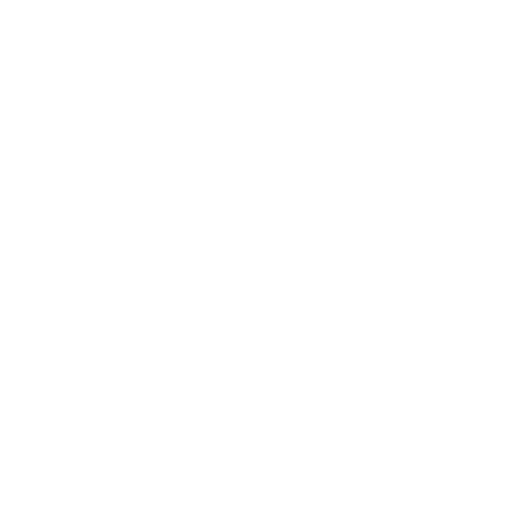
Die in den RUT und RUL – Aggregaten zum Einsatz kommenden Werkzeuge berühren alle Werkzeugkanten gleich häufig und aus allen Richtungen gleichmäßig. Dies gelingt aufgrund der Kinematik. Die Werkzeuge beschreiben in Ihrer Bewegung ein Oval und die Richtungs-Umlenkung geschieht außerhalb des Arbeitsbereiches. So wird vermieden, dass an einigen Stellen doppelt und an anderen zu selten eingegriffen wird.
Andere Verfahren – z.B. das Querbürsten – haben eine Vorzugsrichtung und arbeiten stets intensiver an den Kanten die in Vorschubrichtung ausgerichtet sind als an den querliegenden Kanten.
Ähnlich verhält es sich bei Planetenköpfen, denn alle Bürsten eines Planetenkopfes haben dieselbe Drehrichtung.
Selbst Maschinen mit großen Rotoren bearbeiten Teile die außen am Transportband aufgelegt werden stärker an Ein- und Auslaufseite (Querkanten), während in der Mitte des Vorschubteppichs die Längskanten stärker bearbeitet werden.
Welche Vorteile bringt die gleichmäßige Kantenverrundung?
Gleichmäßig verrundete Schnittkanten mit definierten Radien haben einige Vorteile:
Bei Anlagen, die nicht alle Kanten gleich intensiv bearbeiten, muss die am schwächsten verrundete Kante den Vorgaben lt. Zeichnung entsprechen. Das bedeutet aber gleichzeitig, dass die stärkere Verrundung an den anderen Stellen ohne Notwendigkeit geschehen ist – folglich eine Verschwendung von Ressourcen bedeutet.
Am Beispiel:
Auf der Zeichnung steht – alle Kanten entgratet nach DIN 13715 | -0,2 mm bis -0,5 mm.
Angenommen eine Querbürste erreicht diese -0,2 mm mit einer bestimmten Einstellung an den Kanten die parallel zur Bürsteinheit ausgerichtet sind, dann werden die Kanten auf die die Bürste direkt auftrifft deutlich stärker verrundet. In der Praxis treten hier dann Verrundungen von > -0,4 mm auf. Diese Bearbeitung übererfüllt die Zeichnungsvorgabe ohne Not – nur um an den am schwächsten bearbeiteten Kanten die -0,2 mm zu erreichen.
Die profiRounder wurde konsequent so entwickelt, dass an alle Kanten gleichmäßige Kantenverrundung erzielt wird und ist somit die effizienteste Maschine am Markt.

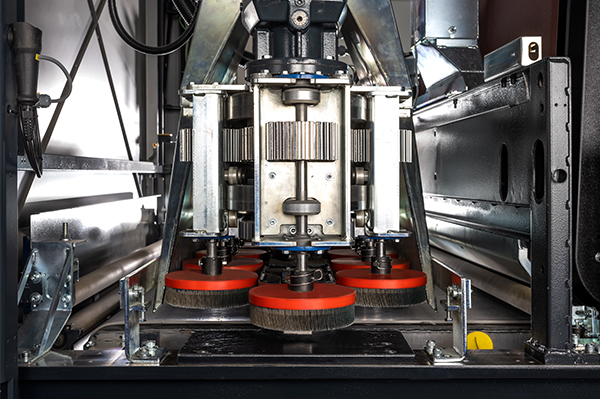
Intensive Kantenverrundung
Das RUL Aggregat kann aber noch mehr als gleichmäßige Kantenverrundung – es kann extrem intensive Kantenverrundung. Mit 6 Lamellenschleifwalzen werden die Kanten verrundet. Die Bürsten rotieren hierbei sowohl um die horizontale, als auch um ihre vertikale Achse und werden dabei auf einer Umlaufbahn 2 mal quer über das Transportband geführt. Ergebnis: Absolute Gleichmäßigkeit und auf Wunsch Radien von 2mm und mehr!