
Heesemann has used sanding technology time and again new impulses supplies and pushed ahead. This resulted in part fundamental and pioneering innovations, which still exist today.
For more than 2 decades, our CSD magnetic pressure bar system has been the solution for adaptable sanding proven. The sanding result of an unit with a CSD system is still unmatched by other systems today. Accurate control of sanding pressure is crucial for a high-quality and consistent sanding quality the surface. With the separate, computer-controlled selective pressure control of the CSD® magnetic pressure bar system on each individual element in the pressure bar, the sanding pressure on each individual element in the pressure bar can be continuously changed in milliseconds.
Detailed scanning or, alternatively, a laser measurement system at the inlet of the machine provides the information for exact pressure calculation. The selective pressure bar effectively compensates for differences in the thickness of up to 2 mm within a workpiece or between several workpieces.
The pressure of the elements can also be controlled asymmetrically to increase the sanding force on one side. A typical application is the different design of the workpiece edges, e.g. with single-sided solid bins. The pressure is provided by maintenance-free current-controlled electromagnets. Contamination, as can occur with pneumatic elements, is ruled out.
As described, this function of the magnetic pressure bar can be used on the one hand for uniform processing But also, on the contrary, to Creating optical surface effects which we offer as part of the SSD option.

When sanding frames and other workpieces with different grain directions, sanding across the grain cannot be avoided. The resulting abrasive marks can be seen very clearly, especially with dark stains. The Heesemann orbital sanding unit removes these traces. The unit works on the basis of frequency-controlled, eccentric vibration with a large stroke. An additional slat pressure system moves between the pressure bar and an oscillating sanding belt across the feed.
This feature is available as an option for new machines and can also be retrofitted to existing machines.

When sanding frames and other workpieces with varying grain directions, sanding across the grain is often unavoidable. The resulting sanding marks are particularly noticeable when using dark stains. The Heesemann oscillating sanding unit effectively removes these marks.
The unit operates using a frequency-controlled, eccentric oscillation with a large stroke. An additional lamella pressure system moves transversely to the feed direction between the pressure beam and an oscillating sanding belt.
This interrupts the sanding marks created by the oscillating sanding belt and produces a uniform, harmonious sanding pattern without unwanted sanding marks.
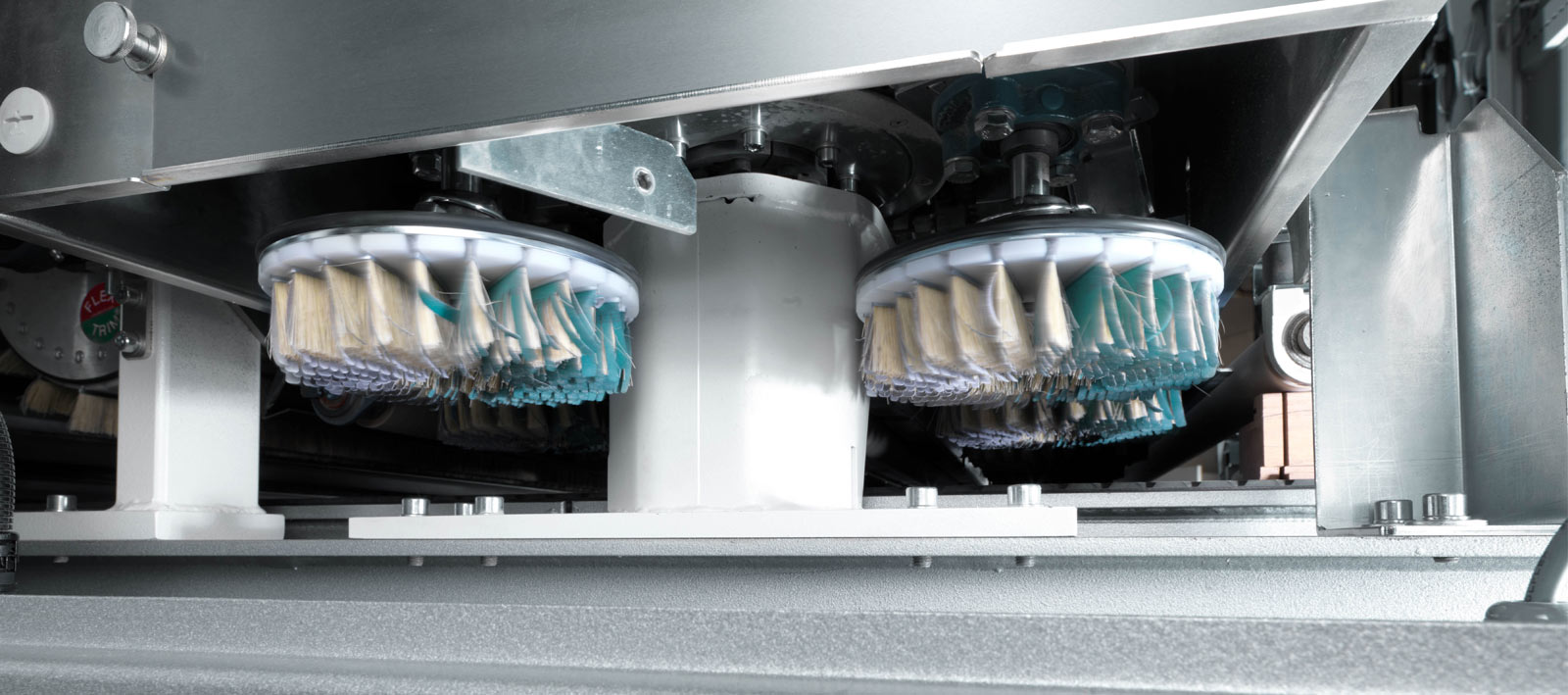
The RUT plate brush unit consists of 18 plate brushes, which are arranged in such a way that contours can be sanded out of previously unattainable quality. All areas are sanded evenly in different directions.
The frequency control of the drives makes it possible to continuously adjust the rotational speed of the plate brushes and their rotational speed across the feed direction.
The disc brushes can be equipped with two different abrasives at the same time and thus sand with different grits in both directions and backward.
The unit can be converted, for example, from plate brushes with sanding tips to structuring brushes in just a few simple steps with the help of the quick-change device. When sanding frames and other workpieces with different grain directions, sanding across the grain cannot be avoided. The resulting abrasive marks can be seen very clearly, especially with dark stains. The Heesemann orbital sanding unit removes these traces. The unit works on the basis of frequency-controlled, eccentric vibration with a large stroke. An additional slat pressure system moves between the pressure bar and an oscillating sanding belt across the feed.
As a result, the sanding marks of the vibrating sanding belt are interrupted and a harmonious sanding pattern is achieved without annoying sanding marks.

The processing of three-dimensional surfaces, such as kitchen fronts with fillings or workpieces with radii on the edges (e.g. doors, windows, table tops) and structuring, are easily possible with this unit. Another advantage that saves time and money: The sharp edges of the workpiece are broken in the same pass, so that no additional manual work is required.

By using new, extremely thin paint systems, it may be necessary to reduce the sanding belt speed below what can usually be achieved with frequency control.
As a pioneering innovation, Heesemann offers the latest drive technology for this purpose. At minimum belt speeds of 0.1 m/s, water-cooled servo drives enable evenly reliable belt travel with full sanding capacity without speed fluctuations. Machines equipped with these servomotors are suitable, for example, for modern water-based paint systems. The water-cooled servo drives are comparable with efficiency class IE 4.
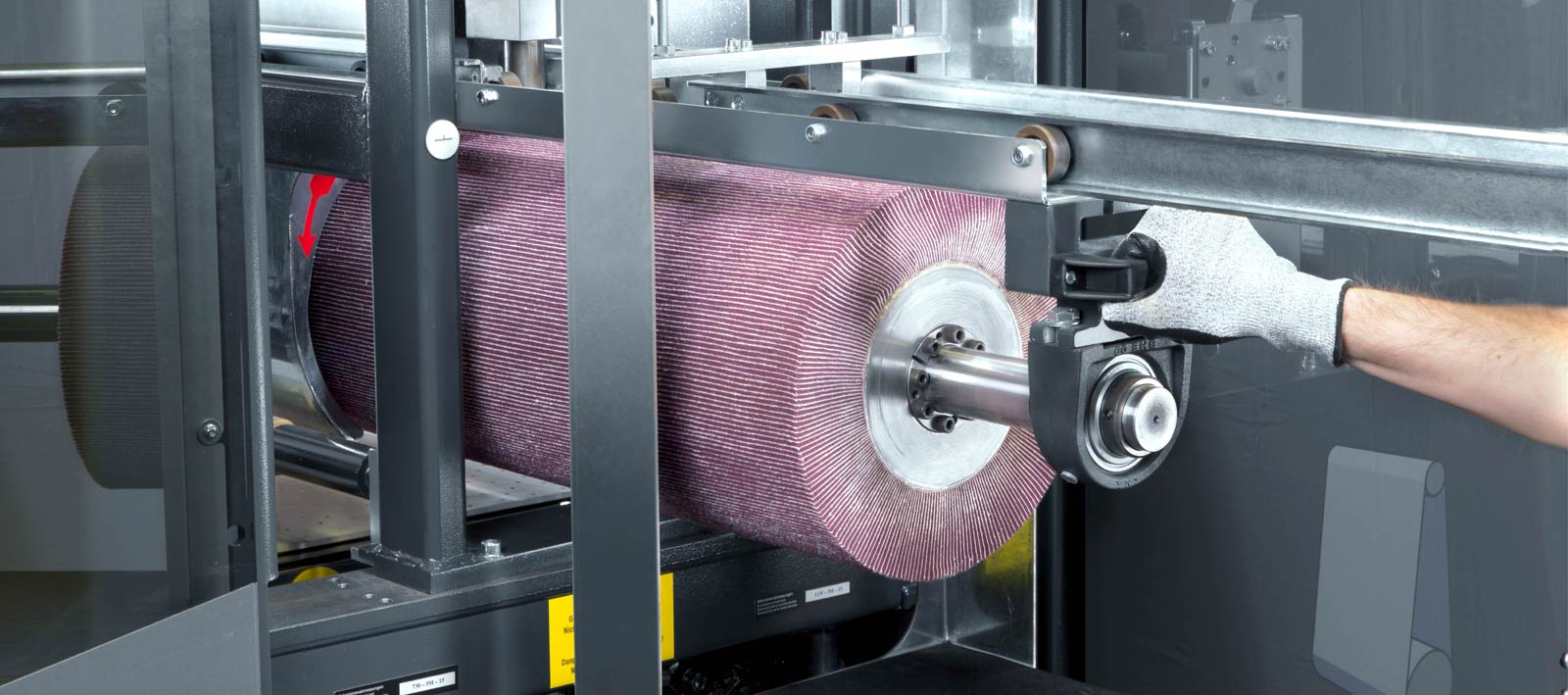
With the Heesemann quick-change system for brush rollers, the brush rollers of the brush roller units can be replaced within a few minutes. After releasing the lock and removing the pneumatically tensioned drive belts, the roller brush mounted on rollers can simply be pulled sideways out of the unit.
Heesemann offers an assembly trolley as an aid and storage option for brush rollers that are not currently in use.
.jpg)
The longitudinal sanding units of Heesemann sanding machines can be optionally equipped with an oscillating steel plate. In conjunction with the Heesemann SSF Structured Surfaces package and the Heesemann CSD® magnetic pressure bar, planing effects can also be created in a wave-like manner.
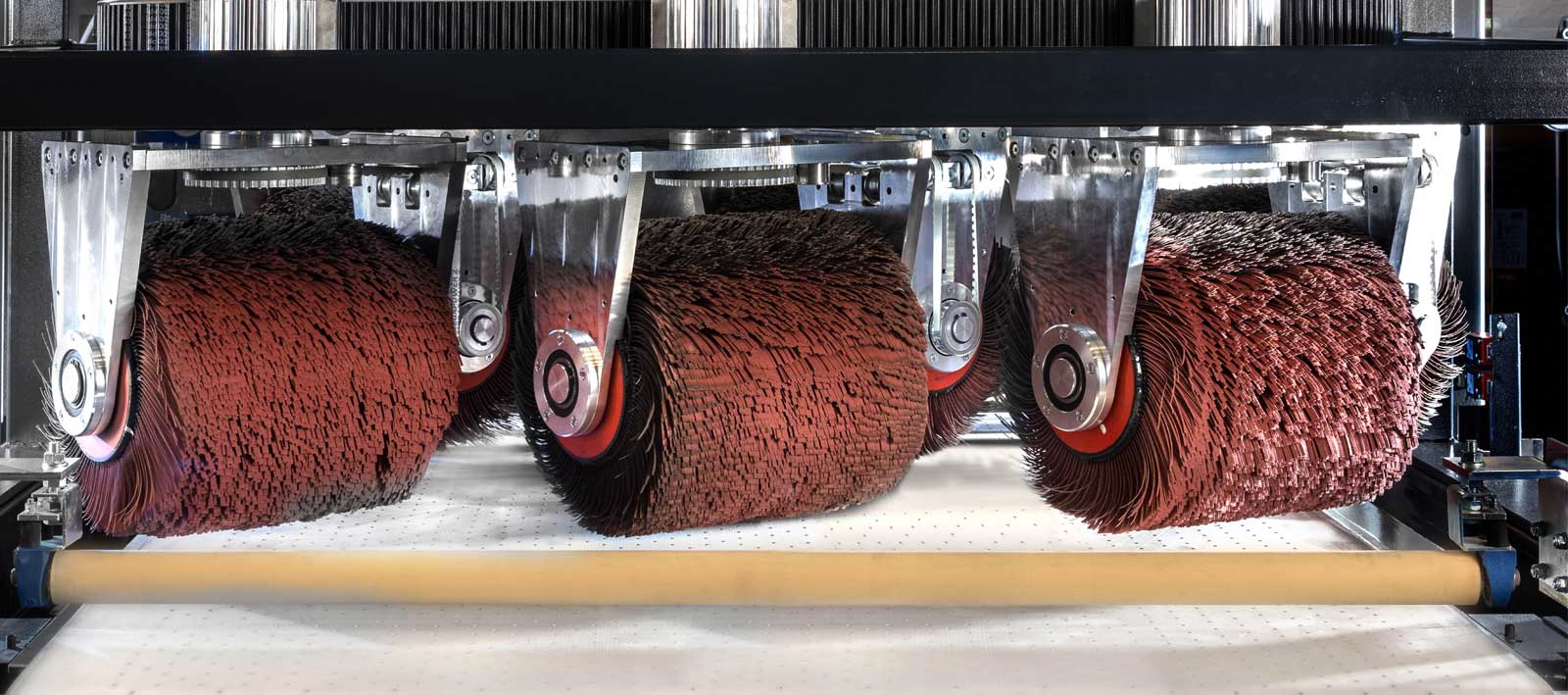
The RUL unit consists of 6 orbiting satellites, each of which carries a sanding flake roller 370 mm wide and 350 mm diameter.
By orbiting the satellites in conjunction with their rotation around both their vertical and horizontal axes, workpieces are processed equally intensively from all directions, which no other brushing process on the market achieves.
Thanks to the unique kinematics, in addition to vacuum, it is possible to use pressure rollers to fix the workpieces on the conveyor belt. This is a unique advantage, especially for long, narrow parts and warped workpieces.
The uniformity and Edge rounding intensity are two very important quality features of deburring machines. On the one hand, uniformity refers to the position of the workpiece on the conveyor belt and, on the other hand, we also mean uniform processing of the edges of the workpiece depending on their orientation in the feed direction. In many common processes, the edges are rounded to different degrees, depending on where the sheet metal workpiece passes through the machine. Only when the machine is equipped with a perfectly designed kinematics works, all workpiece edges are 100% uniform edited.
In order to make our deburring machines technologically leading, we have developed a computer-aided simulation method that can calculate the uniformity and intensity of the results and thus predict: Heesemann KinematiQ.
The principle behind this is simple: If the kinematics of the machine's tools and the workpiece position on the transport carpet are known, geometric calculations can be used to predict exactly whether the rounding will be uniform or not.
Standardised test procedures have already validated these calculation results. In this way, every machine concept available on the market could be precisely evaluated and the Heesemann units could thus be optimized in detail.
The result: So far Unrivalled intensive and consistent Rounding with uniform wear of the tools at the same time.
In practice, this process provides an enormous competitive advantage — both in the development of new and in the optimization of existing units. KinematiQ was used for the first time in the development of RUT technology.
To visualize the results, the blends are shown in the following graphics. The white areas do not represent the actual extent of the removal, but show a significantly increased degree of unevenness.
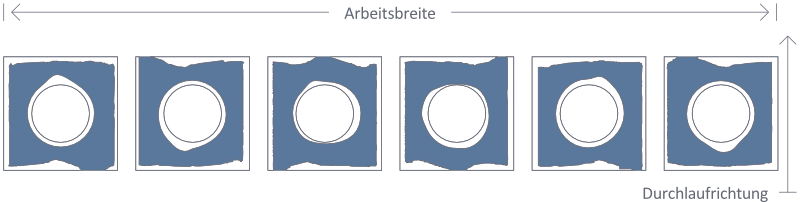

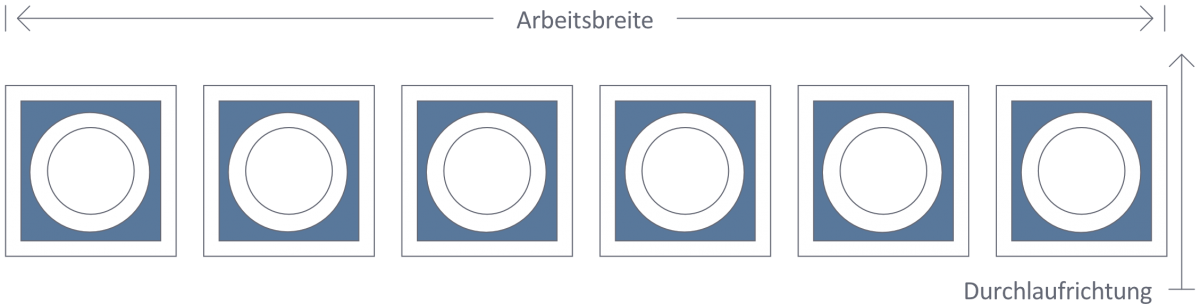
.jpg)
