Our innovations over time.

CSD-System
Our CSD magnetic pressure beam system has proven itself as a solution for adaptable grinding for more than two decades. The grinding result of a unit with a CSD system is still unmatched by other systems. The precise control of the sanding pressure is crucial for a high-quality and even sanding quality of the surface. With the computer-controlled selective pressure regulation of the CSD® magnetic pressure beam system, the grinding pressure on each individual element in the pressure beam can be continuously changed in milliseconds. A fine-grained scanning in the machine inlet provides the information for the exact pressure calculation. The elastic pressure beam effectively compensates for differences in the workpiece thickness within a workpiece or between several workpieces of up to 2 mm.
The pressure of the elements can also be controlled asymmetrically in order to increase the grinding force on one side. A typical application is the different design of the workpiece edges, e.g. B. by one-sided solid edge band. The pressure is applied by maintenance-free, current-controlled electromagnets. Contamination, as can occur with pneumatic elements, is excluded.

Orbital Sanding Unit
When sanding frames and other workpieces with different grain directions, sanding crosswise to the grain direction cannot be avoided. The resulting sanding marks are especially apparent if dark stains are used. The Heesemann orbital sanding unit removes these marks.
The unit works utilises frequency controlled eccentric vibration with a large stroke. An additional segment belt press-on system moves between the pressure beam and a vibrating sanding belt crosswise to the feed direction.
In the process, the sanding marks created by the vibrating sanding belt are interrupted, creating harmonious sanding results without any disruptive sanding marks.
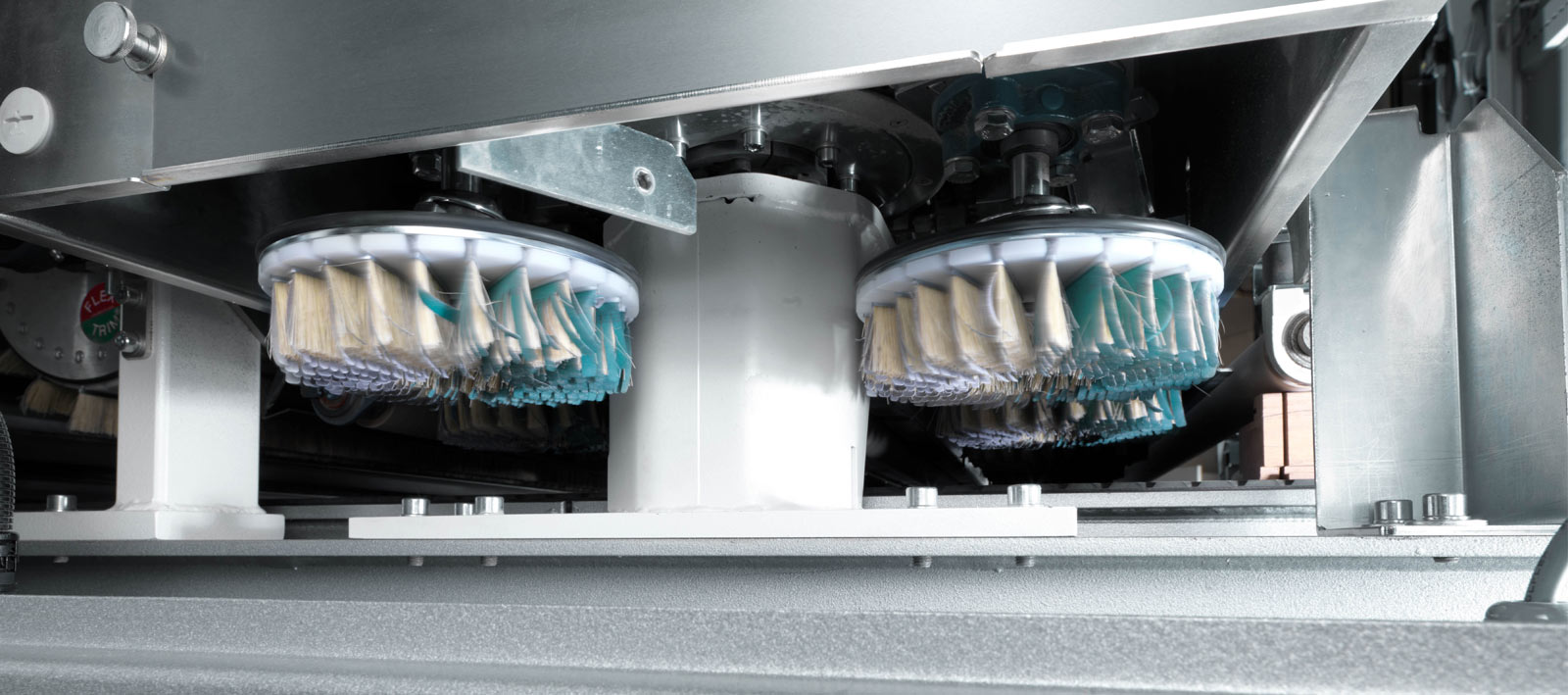
RUT disk brush unit
The disk brushes can be equipped with two different abrasives at the same time. This enables the RUT unit to sand with different grits in and opposite to feed direction.
Using the quick changing device, the system can be switched from disk brushes with sanding fittings to structuring brushes, for example, in only a matter of moments.

DB-S disc brush unit
The DB-S unit brushes and lightly structures the workpiece surface. Five heads, each with two disc brushes, rotate lightly over the workpiece surface at high speed, eliminating unwanted sanding marks
Servo drives with water cooling system
Due to the use of new and extremely thin coating systems, it may be necessary to reduce the sanding belt speeds below speeds generally possible with frequency inverters.
Heesemann offers a ground-breaking innovation for precisely this purpose with state-of-the-art drive technology. Even at minimal belt speeds of 0.1 m/s, the water-cooled servo drives allow a constant and safe belt operation at full sanding power without any speed fluctuations. Machines equipped with these servomotors can be used for water-based coating systems, for example. The water-cooled servo drives are comparable to efficiency class IE 4.
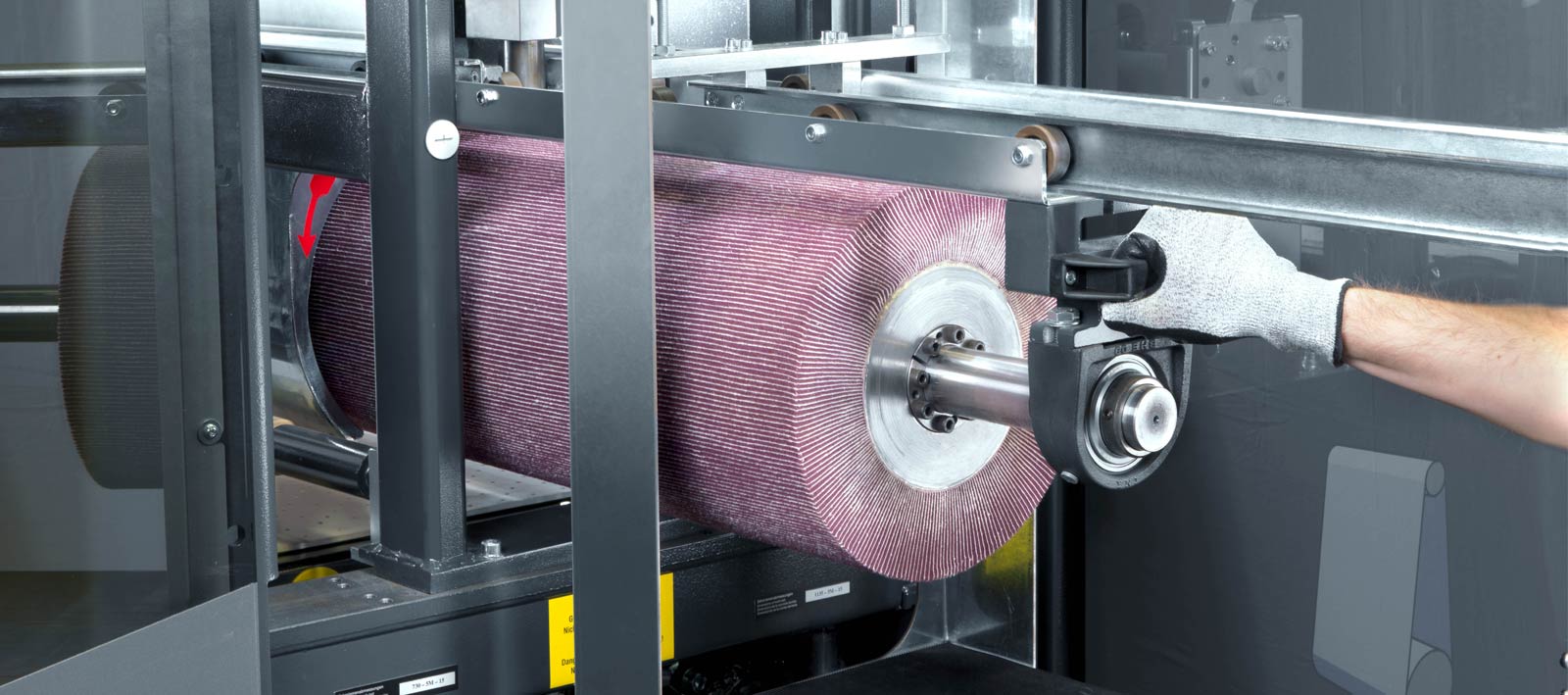
Quick-change system for brush rollers
The new Heesemann quick-change system for brush rollers allows the replacement of brush rollers in the unit within a few minutes.
After loosening the interlock and removing the pneumatically tightened drive belts, the brush roller, which is supported on rollers, can simply be removed to the side.
Heesemann offers an assembly trolley as auxiliary equipment to ensure safe storage of currently unused brush rollers.

Oscillating steel plate
As an option, the longitudinal sanding units in Heesemann sanding machines can be equipped with an oscillating steel plate. In combination with the Heesemann SSF Structured Surfaces Package and the Heesemann CSD® magnetic pressure beam planer, cut effects with a wavelike pattern across the surface can be created.
The oscillation can be activated and controlled via the operating terminal, enabling the unit to be used with a standard steel plate, as well.

RUL
The RUL unit consists of 6 revolving satellites, each of which carries a 370 mm wide and 350 mm diameter brush sanding roller.
The orbital motion of the satellites in conjunction with their rotation around both their vertical and horizontal axes processes the workpieces with equal intensity from all directions. Something which no other brushing process on the market achieves.
These unique kinematics enable the use of pressure rollers in addition to the vacuum to hold the workpieces on the conveyor belt. This is a unique advantage, especially for long narrow parts and also for deformed workpieces.
KinematIQ
The evenness and intensity of the edge rounding are two very important quality features of deburring machines. In many common processes, the edges are rounded to different degrees, depending on where the sheet metal workpiece runs through the machine. Only if the machine works with perfectly designed kinematics will all workpiece edges be machined 100% evenly.
In order to make our deburring machines technology-leading, we have developed a computer-aided process that can calculate and thus predict the uniformity and intensity of the results: Heesemann KinematIQ.
The principle behind this is simple: if the kinematics of the machine and tool are known, mathematical calculations can be used to precisely predict whether the rounding will be uniform or not.
Standardized test procedures have already validated these calculation results. This enabled every machine concept available on the market to be precisely evaluated and the Heesemann units to be optimized in detail.
The result: Unprecedentedly intensive and uniform rounding with homogeneous tool wear at the same time.
In practice, this process results in an enormous competitive advantage – both in the development of new and in the optimization of existing units. KinematIQ was used for the first time in the further
development of RUT technology.
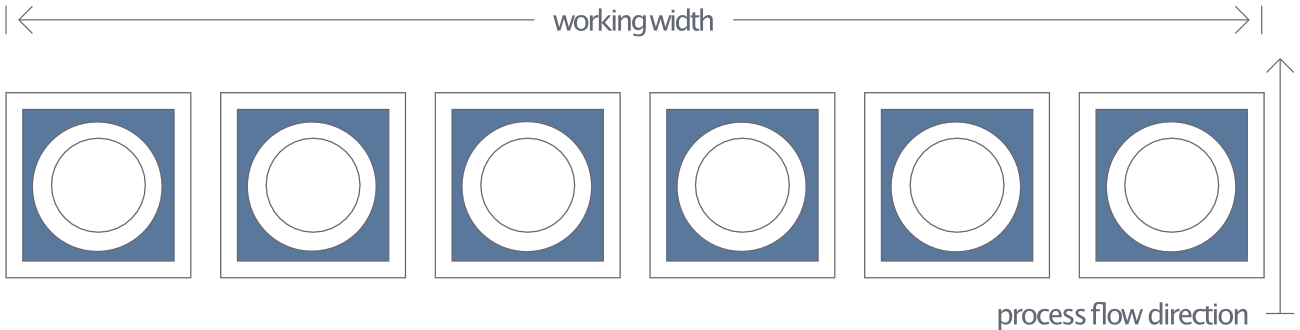
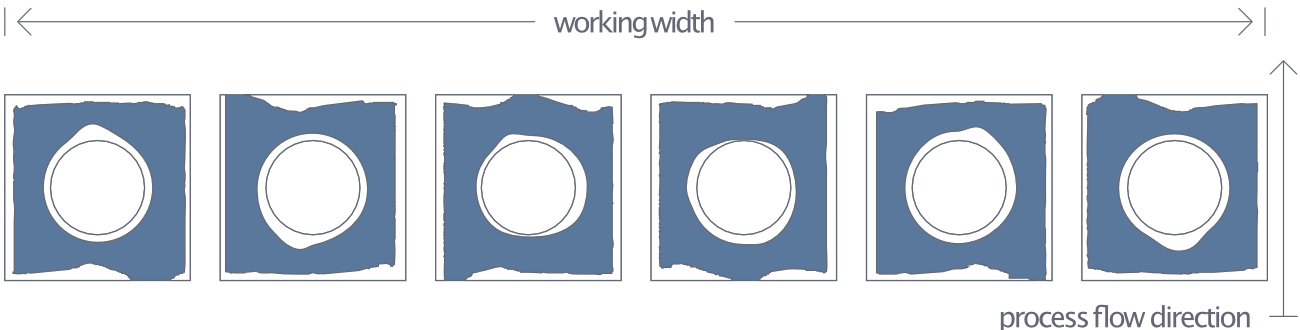
In order to visualize the results, the fillets are highlighted in the following graphics. The white areas do not represent the actual amount of material removed, but show the degree of unevenness, greatly enlarged.
The grinding result of a common planetary
head unit with two circular brushes per planet looks like this:

Planetary head unit with 2 disc brushes per planet
Experimental setup

Heesemann RUT-Unit